歡迎登陸河北恒翔金屬制品有限公司官網(wǎng)
Reicamp Instrument product classification
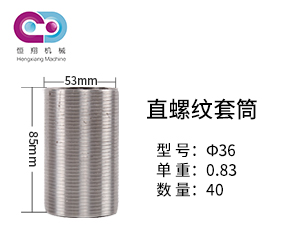
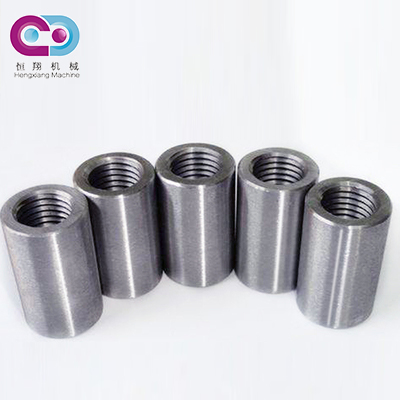
鋼筋冷擠壓連接套筒擠壓連接方法是將需要的連接的鋼筋(應(yīng)為帶助鋼筋)端部插入特制的鋼套簡內(nèi),利用擠壓機壓縮鋼套筒,使它產(chǎn)生塑性變形,靠變形后的鋼套筒與帶肋鋼筋的機械咬合緊固力來實現(xiàn)鋼筋的連接。這種連接方法一般用于直徑為16~40mm的11級,11級鋼筋(包括余熱處理鋼筋)。
鋼筋冷擠壓套筒根據(jù)性能等級分A級和B級二級;不同直徑的帶肋鋼筋亦可采用擠壓連接法,當套筒兩端外徑和壁厚相等時,被連接鋼筋的直徑相差不應(yīng)大于5mm。
范")
鋼筋冷擠壓連接套筒施工工藝如下:
1)檢查鋼筋套筒、鋼筋、擠壓設(shè)備、電源等必須符合施工要求。
2)在鋼筋被連接端100 mm處用紅油漆做標記。
3)在紅色油漆標記端作定位標記,定位標記距鋼筋端部的距離為鋼套筒長度的1/2。按定位標記檢查鋼筋插入套筒內(nèi)的深度。
4)將鋼筋伸入套筒,用額定工作壓力為80 MPa、額定擠壓力為760 kN的擠壓機擠壓連接套筒。擠壓前應(yīng)委托具有資質(zhì)的單位對油表進行壓力標定。
5)操作擠壓機時,擠壓φ25連接鋼筋的壓力控制在40 MPa,壓痕 小直徑為37 mm~39 mm,壓痕尺寸均不小于50 mm,按要求每邊壓痕5道。壓痕應(yīng)均勻分布。在擠壓 后一道時,由于拘束減小,則壓力應(yīng)控制在較其他壓痕道次的壓力小2 MPa~4 MPa,防止 后一道的 小壓痕直徑變小或超出下限。
6)鋼筋套筒冷擠壓完成后,派專人進行質(zhì)量檢查,達到報檢條件時委托具有檢測資質(zhì)的單位進行現(xiàn)場隨機抽樣檢測。
冷擠壓套筒連接規(guī)范:
1. 固定操作工人,并對操作人員進行技術(shù)培訓。
2. 擠壓連接前,鋼筋端部標出定位標志和檢查標志,定位標志是標示鋼筋與套筒的位置,由于鋼筋套筒擠壓后伸長,定位標志進入接頭,所以設(shè)檢查標志檢驗鋼套筒位置是否正確。
3. 擠壓時必須從接頭中間壓痕標志開始依次向兩端進行。
4. 為提高工效,在加工廠區(qū),將套筒與鋼筋連接,完成擠壓頭的一半,在現(xiàn)場擠壓另一半,但半成品要架起放置,防止擠壓筒內(nèi)被污染。
5. 冷擠壓套筒與鋼筋規(guī)格要相符,不得以大代小,當鋼筋變直徑時,若鋼筋相差一個等級,則可用大直徑的套筒,若鋼筋相差兩個兩個等級,則必須增加一個過渡段。(如,一些柱子的鋼筋由Φ32變?yōu)棣?0,則套筒為Φ40連接Φ40-Φ36鋼筋,之后,再用Φ36套筒連接Φ36-Φ32鋼筋。)
6. 冷擠壓的壓膜必須等規(guī)格使用,當連接不同直徑鋼筋時,應(yīng)根據(jù)兩遍的鋼筋直徑采取相應(yīng)的壓膜。
7. 擠壓連接完成后,要及時調(diào)直,偏折角度小于等于4度。
有關(guān)按徑向作套簡擠壓連接的方法應(yīng)符合《帶肋鋼筋套簡擠壓連接技術(shù)規(guī)格》(JG 108-96)的要求。
專業(yè)生產(chǎn)直螺紋鋼筋套筒、冷擠壓套筒、鋼筋灌漿套筒、正反絲套頭筒、變徑套筒、墩粗套筒頭及鋼筋剝肋滾/車絲機、全自動冷擠壓機、墩粗機等設(shè)備,河北恒翔從研制、設(shè)計、生產(chǎn)、銷售全流程跟蹤,以優(yōu)質(zhì)的服務(wù),低廉的價格,為客戶提供可靠的產(chǎn)品。
河北恒翔金屬制品有限公司
地 址:河北省衡水市工業(yè)園區(qū)
電 話:18632802355
電子郵箱:460207955@qq.com
備案號:冀ICP備19031964號-1
全國服務(wù)熱線

掃一掃添加微信